在精雕软件(JDPaint 5.19/SurfMill)中对曲面进行倒角是消除锐边、提升模型安全性与加工可行性的关键操作。以下是 详细操作步骤+避坑方案,适用于不同版本和场景:
一、曲面倒角操作步骤(以等半径倒圆角为例)
1. 基础倒角流程
选择倒角边
激活倒角工具
JDPaint 5.19路径:
曲面 → 曲面倒角
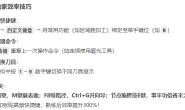
设置参数
参数 作用 安全值范围 半径 (R) 圆角大小 0.1mm ≤ R ≤ 曲面最小间距/2 延伸模式 自动延伸断裂边缘 ✅ 必须开启(防断裂) 修剪原曲面 自动裁剪多余部分 ✅ 开启(保整洁) 过渡类型 滚动球/扫描(SurfMill专属) 复杂曲面选“扫描” 生成倒角
点击 确定 → 自动生成光滑过渡圆角(图1)。

图1:锐边(左)→ 倒角后(右)
⚠️ 二、避坑指南:6大常见问题解决
| 问题现象 | 原因 | 解决方案 |
|---|---|---|
| 倒角断裂 | 曲面间隙 > 倒角半径 | 1. 减小半径 2. 先延伸曲面: 曲面 → 曲面延伸(长度≥R) |
| 边缘扭曲 | 曲面曲率突变 | 1. 分两次倒角(先R=大值,后R=小值) 2. 手动拆面:用 裁剪/补面 重建过渡 |
| 报错“无法计算” | 倒角边不连续或存在破面 | 1. 曲面缝合:曲面 → 曲面缝合(容差0.01mm)2. 重建边缘曲线 |
| 加工过切 | 倒角R < 刀具半径 | 遵守公式:R ≥ 刀具半径 + 0.1mm(例:Φ6球刀 → R≥3.1mm) |
| 棱角保留失败 | 批量倒角误处理特征边 | SurfMill中:批量倒角 → 角度过滤(屏蔽<45°的边) |
| 渐变倒角失效 | JDPaint 5.19不支持变半径 | 升级SurfMill → 用 变半径倒角 功能 |
️ 三、行业场景实战技巧
1. 模具加工场景
凹模内角:倒R角防应力集中(
R = 腔深×0.2)凸模外角:倒R角防碰撞(
R ≥ 1mm)分型面:强制倒R=0.1mm微圆角(防飞边)
2. 艺术浮雕场景

注:关键特征棱边(如龙鳞)用 保护面 屏蔽倒角
3. 多曲面交汇处理(星形角)
对每个边单独倒角 → 生成过渡面
裁剪多余部分 → 混合曲面 补洞
工具路径:曲面 → 曲面裁剪→曲面 → 曲面混合
四、高级功能(SurfMill专属)
1. 变半径倒角
选边 → 激活 变半径模式
在边上 添加控制点 → 设置每点半径(如端点R=3mm,中点R=1mm)
勾选 平滑过渡 → 生成渐变圆角
2. 面倒角(Face Fillet)
功能:跳过选边,直接对两个曲面生成过渡圆角
操作:
曲面造型 → 面倒角→ 选曲面A和曲面B → 设置R值 → 自动生成
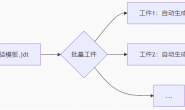
3. 批量倒角
路径:
工具 → 批量倒角规则:自动识别所有凸/凹边 → 按规则批量处理(可排除锐边)
✅ 五、参数速查表
| 参数 | JDPaint 5.19 | SurfMill | 注意事项 |
|---|---|---|---|
| 等半径倒角 | ✅ | ✅ | R值勿超过曲面最小间距 |
| 变半径倒角 | ❌ | ✅ | 控制点间距影响平滑度 |
| 曲面延伸 | ✅ | ✅ | 延伸长度 ≥ 倒角半径 |
| 自动修复破面 | ❌ | ✅ | 开启“自动缝合”防失败 |
六、总结与口诀
操作流程:选边 → 设R值 → 开延伸/修剪 → 生成
安全准则:
加工场景:R ≥ 刀具半径 + 0.1mm
艺术场景:分层倒角(R由大到小)
避坑口诀:
“间隙大,先延伸;曲率变,分步倒;报错看缝合,过查刀具号!”
学习资源:
紧急问题:精雕官方论坛 → “曲面倒角失败案例库”(含错误代码解析)
系统学习:《SurfMill高级倒角12讲》