在 JDPaint 5.19 中设置残料补加工(清角或二次开粗)是解决复杂工件残留余量的关键步骤,需通过 残料加工功能 精准定位前道工序未清除区域。以下是专业级操作流程:
⚙️ 一、残料加工核心逻辑
| 残料类型 | 特征 | 解决方案 |
|---|---|---|
| 大刀具死角 | 角落R角>刀具半径 | 换小刀清角 |
| 陡峭区域余量 | 等高加工遗留的阶梯状余量 | 平行截线精修 |
| 曲面凹陷残留 | 球刀无法到达的深槽 | 投影清根加工 |
📐 二、操作流程详解(以清角为例)
步骤1:激活残料加工模块
-
进入路径向导:
刀具路径→路径向导 -
选择加工类型:区域粗雕刻 或 曲面精雕刻
-
勾选
残料加工选项 → 点击右侧参数设置
步骤2:残料识别参数设置
| 参数项 | 推荐值 | 作用说明 |
|---|---|---|
| 参考刀具直径 | 前序刀具直径 × 1.2 | 例:前序用∅8mm刀 → 设∅9.6mm |
| 加工余量 | 比前序小 0.1~0.2mm | 例:前序余量0.3mm → 设0.1mm |
| 最小残料宽度 | ≥ 当前刀具直径 0.8 | 过滤无效区域,防过切 |
| 边界扩展量 | 0.3~0.5mm | 确保完全覆盖残料边缘 |
步骤3:刀具与策略选择
-
刀具选择原则:
-
加工策略:
残料形态 策略 参数设置 深窄槽 投影加工 走刀方向 = 沿槽方向 分散小区域 区域残料加工 连接距离 = 2mm(自动跳连) 陡峭面阶梯余量 等高+残料 层间连接 = 螺旋
步骤4:切削参数优化
| 参数 | 残料加工特殊设置 | 示例(钢件) |
|---|---|---|
| 切深 | ≤ 刀具直径 10% | ∅2mm刀 → 切深0.2mm |
| 进给速度 | 比前序降低 20% | 粗加工 800mm/min → 640mm/min |
| 步距 | 30%~50% 刀具直径 | ∅2mm球刀 → 步距0.6~1mm |
| 拐角减速 | 开启,速度设为 50% | 防止小刀具崩刃 |
⚡ 三、避坑指南(残料加工高频问题)
| 问题现象 | 原因 | 解决方案 |
|---|---|---|
| 漏加工残料区域 | 边界扩展量不足 | 增大至≥0.5mm |
| 刀具频繁断刀 | 切深过大 + 未开摆线切削 | 切深↓50% + 开启 摆线模式 |
| 加工时间过长 | 未过滤小残料 | 设置 最小残料面积 ≥1mm² |
| 过切 | 参考刀具直径设置错误 | 严格按 前序刀具×1.2 设定 |
💎 四、高阶技巧
1. 多工序残料接力
2. 自定义残料边界
-
用
绘制曲线手动框选残料区域 -
路径向导中勾选
限制加工域→ 选择绘制曲线
3. 残料刀路优化
-
深度优先:同一区域连续加工到底部(减少抬刀)
高级参数→加工顺序→ 选 深度优先 -
摆线切削:深槽区域开启摆线防过载
切削参数→摆线宽度= 刀具直径×1.5
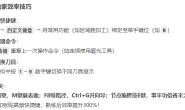
⚠️ 五、安全参数表
| 刀具类型 | 参考刀具计算 | 进给速度 | 切深 | 适用场景 |
|---|---|---|---|---|
| ∅3 锥度球头刀 | 前序刀×1.2 | 500 mm/min | 0.3mm | 深腔清角 |
| ∅4 平底刀 | 前序刀×1.3 | 800 mm/min | 0.5mm | 平面残料 |
| ∅2 球头刀 | 前序刀×1.1 | 400 mm/min | 0.15mm | 曲面接缝精修 |
操作口诀:
“参考刀具设大20%,边界扩展防遗漏;小刀低速小吃深,摆线切削护刃口”
必做检查:
残料分析:工具→残料分析→ 可视化残留区域(蓝色高亮)
过切检查:路径模拟中开启碰撞检测
🔧 六、特殊场景处理
薄壁件防震刀
-
参数调整:
-
进给速度 ↑30%(减少单位时间切削力)
-
切深 ↓50%(例:0.1mm → 0.05mm)
-
-
路径优化:
-
开启
光顺处理(平滑系数=0.5) -
禁用
陡峭区域切入
-
淬硬钢残料加工
通过精准的残料补加工设置,可提升复杂工件加工效率40%以上,并避免因余量导致的刀具崩损!