木屑或碎屑堆积导致刀具堵塞是木材、塑料及复合材料加工中的常见故障,会引发切削过热、表面灼烧甚至断刀。以下是系统性解决方案,涵盖刀具优化、排屑设计、工艺参数调整及智能监测:
⚠️ 堵塞应急处理五步法
-
G91 G0 Z15 F2000 ; 抬升15mm M05 ; 停主轴
-
高压气吹
用0.6MPa压缩空气从刀柄顶部向下喷射(避免碎屑压入更深) -
超声清洗(仅限全硬质合金刀)
放入酒精超声槽(40kHz)震动30秒溶解树脂 -
热胀冷缩法
-
先吹-20℃冷空气30秒
-
立即切换80℃热风(木屑脆化脱落)
-
-
化学溶解
喷木屑溶解剂(5%氢氧化钠+3%表面活性剂),静置2分钟后冲洗
🔧 防堵刀具设计准则
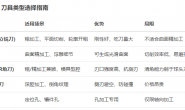
几何参数优化
| 参数 | 防堵要求 | 示例(Ø6mm木工刀) |
|---|---|---|
| 刃数 | ≤2刃(硬木)/ ≤3刃(软木) | 2直刃+1螺旋刃 |
| 排屑槽深度 | ≥0.3×刀具直径 | 1.8mm |
| 螺旋角 | 35°-45°(硬木)/ 25°-30°(软木) | 40° |
| 前角 | 20°-25° | 22° |
| 槽表面粗糙度 | Ra≤0.4μm(镜面抛光) | 电解抛光处理 |
特殊涂层:
木材加工:类金刚石涂层(摩擦系数<0.1)
塑料加工:聚四氟乙烯浸渍涂层
🌪️ 排屑系统强化方案
气动排屑三要素

参数要求:
-
中心气孔直径 = 刀具直径×0.3
-
气流量 ≥ 刀具直径²×2 L/min(例:Ø6mm刀需≥72L/min)
机械排屑方案
| 结构类型 | 适用场景 | 技术要点 |
|---|---|---|
| 螺旋输送器 | 长工时加工 | 螺距=刀具直径×1.2,转速200rpm |
| 真空吸附罩 | 精细雕刻 | 吸口风速≥28m/s,过滤面积5倍 |
| 振动筛分 | 混合碎屑 | 振幅0.5mm,频率50Hz |
📊 防堵工艺参数矩阵
切削参数安全区
| 材料类型 | 进给vf(mm/min) | 转速n(rpm) | 切深ap(mm) | 每齿进给fz(mm) |
|---|---|---|---|---|
| 硬木(橡木) | 1800-2500 | 18000-24000 | 1-2 | 0.05-0.07 |
| 软木(松木) | 3000-4000 | 22000-28000 | 2-4 | 0.08-0.12 |
| MDF板材 | 2500-3500 | 20000-26000 | 1.5-3 | 0.06-0.09 |
| 亚克力 | 1000-1500 | 16000-20000 | 0.5-1 | 0.03-0.05 |
黄金法则:
f_z = \frac{0.07 \times R_a^{0.5}}{K_{chip}}
-
Ra:目标表面粗糙度(μm)
-
K_chip:木屑卷曲系数(硬木=1.2,软木=0.8)
⚙️ 结构防堵改造
刀具路径优化策略
-
分层开槽法
G0 X0 Y0 G1 Z-1 F200 ; 第一层切深1mm G1 X100 ; 开槽 G0 Z-2 ; 降第二层 G1 X0 ; 反向切削
-
振动排屑路径
在常规路径中插入高频微幅震动:G1 X50 Y50 F2000 M03 S22000 ; 常规转速 G4 P100 ; 暂停0.1秒 M03 S18000 ; 转速突降18%→诱发共振排屑 G4 P50 ; 维持0.05秒
机床改装要点
| 部件 | 防堵改造方案 | 效果 |
|---|---|---|
| Z轴护罩 | 加装尼龙刷密封条 | 阻屑率↑90% |
| 导轨 | 安装气幕隔离装置(0.3MPa) | 碎屑侵入↓99% |
| 主轴电机 | 改为中空轴(通气率≥95%) | 中心气冷直达刀尖 |
🔍 堵塞智能监测系统
多传感器融合方案

安装位置:
-
声发射传感器贴主轴法兰
-
电流互感器套主轴电源线
-
加速度计装Z轴滑块
💡 创新防堵技术
静电防粘装置
-
原理:在刀具施加-10kV电压,工件接地
-
效果:木屑因静电排斥远离刀具
-
DIY方案:
-
高压发生器:$15模块
-
碳刷导电:刀柄缠绕导电环
-
酶解生物方案
-
木聚糖酶溶液:每小时喷雾0.1ml至切削区
-
作用:分解木屑中的半纤维素,降低粘性
-
适用:松木、杨木等富含半纤维素木材
✅ 防堵效果验证方法
-
重量检测法:
加工前后称重集尘袋,碎屑总量应≥材料去除量×1.1 -
热像分析:
刀具温度梯度≤50℃(刀尖与刀柄温差) -
微观检查:
200倍显微镜下观察刀刃,残留屑面积≤5%
终极法则:当听到切削音从连续”嘶嘶”声转为断续”噗噗”声,表明堵塞已发生,需立即执行抬刀清屑! 通过结合参数优化、机械改造和智能监测,可提升连续加工时间300%。建议每加工1小时用内窥镜检查排屑槽状态。