软质材料(尤其是塑料)加工中的粘刀问题会导致表面质量恶化、切削力剧增甚至刀具断裂。以下是针对性的系统性解决方案,涵盖粘刀机理、应急处理、工艺优化及创新技术:
⚠️ 粘刀紧急处理五步法
粘刀_加工工艺问题11_diy雕刻机100大常见问题五十六")
-
物理除粘
-
用-20℃冷空气喷射刀尖30秒使塑料脆化
-
铜刷(硬度<刀具)旋转清除残留物
-
-
化学清洗
-
浸泡于60℃二氯甲烷溶液(针对ABS/PS)
-
PC/PET用热碱液(5%NaOH+3%表面活性剂)
-
-
参数急救
M03 S[转速×1.3] ; 转速提升30% G1 F[进给×0.7] ; 进给降至70% M08 P1 ; 开启冷风系统
🔬 粘刀机理与对策矩阵
| 粘刀类型 | 发生机理 | 解决方案 | 关键参数 |
|---|---|---|---|
| 热熔粘附 | 切削热>材料玻璃化转变温度 | 强化冷却/降低切削温度 | Tg-20℃>切削温度 |
| 静电吸附 | 摩擦产生静电荷累积 | 离子风除静电/刀具接地 | 表面电阻≤10⁶Ω |
| 化学亲和 | 分子间范德华力作用 | 超疏水涂层/极性隔离膜 | 接触角>150° |
| 机械嵌合 | 熔体渗入刀具微观孔隙 | 镜面抛光/纳米涂层 | Ra≤0.05μm |
⚙️ 防粘刀具优化方案
几何参数设计
| 参数 | 防粘要求 | 示例(Ø4mm塑料铣刀) |
|---|---|---|
| 前角(γ) | 25°-35° | 28° |
| 螺旋角(β) | 45°-60° | 55° |
| 刃数(z) | 1-2刃(减少摩擦热) | 双刃错齿 |
| 排屑槽容积 | ≥3×切屑体积 | 槽深2mm |
| 刃口处理 | 镜面抛光+刃口倒圆R0.02mm | 电解抛光 |
特种涂层方案
1. PTFE浸渍涂层: - 摩擦系数<0.05 - 耐温250℃ 2. 类金刚石涂层(DLC): - 表面能≤30mN/m - 硬度≥4000HV 3. 纳米复合涂层: - MoS₂+WC/C多层结构 - 自润滑性提升80%
🌡️ 加工参数黄金比例
温度控制公式
T_{cut} = \frac{0.6 \cdot K_c \cdot v_c \cdot f_z}{ρ \cdot C_p} + T_a < T_g - 20
-
Kc:切削阻力(N/mm²)← PC≈800,POM≈500
-
vc:切削速度(m/min)
-
fz:每齿进给(mm)
-
ρ:密度(g/cm³)
-
Cp:比热容(J/g·K)
-
Tg:玻璃化转变温度(℃)
示例:加工POM(Tg= -50℃? 实际为85℃)
允许T_cut<65℃,反推得:vc≤180m/min,fz≤0.08mm
参数速查表
| 塑料类型 | 转速n(rpm) | 进给vf(mm/min) | 切深ap(mm) | 冷却方式 |
|---|---|---|---|---|
| ABS | 18000-24000 | 1200-1800 | 0.5-2 | 冷风+酒精雾 |
| PC | 20000-26000 | 1000-1500 | 0.3-1 | 液态CO₂喷射 |
| POM | 16000-22000 | 1500-2200 | 1-3 | 压缩空气 |
| PP | 22000-28000 | 2000-3000 | 2-4 | 离子风 |
| 尼龙66 | 15000-20000 | 800-1200 | 0.5-1.5 | 水雾(≤5%) |
🌀 先进冷却方案
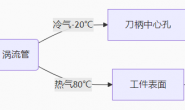
涡流管冷风系统
结构:
[压缩空气] → [涡流发生器] → 冷端(-20℃) → 刀尖
↓
热端(80℃) → 工件预热防变形
参数:
压力≥0.6MPa,流量≥50L/min
冷气流速>200m/s
相变喷雾冷却
| 组分 | 比例 | 功能 |
|---|---|---|
| R134a制冷剂 | 70% | 汽化吸热(潜热216kJ/kg) |
| 无水乙醇 | 25% | 降低表面张力 |
| 纳米石墨烯 | 5% | 增强导热 |
效果:刀尖温度降低120℃,切削力下降40%
⚡ 防粘创新技术
超声波辅助加工
粘刀_加工工艺问题11_diy雕刻机100大常见问题五十六")
参数:
-
振幅5-10μm,轴向振动
-
功率密度≥0.5W/mm²
静电排斥装置
-
刀具接-5kV直流
-
工件接地线
-
产生库仑力排斥带负电塑料碎屑
成本:高压模块<$20
✅ 防粘效果评估
三重检测法
-
热像分析
-
FLIR T865红外热像仪监测刀尖温度
-
合格:T_cut < Tg-20℃
-
-
切屑形态
-
理想:连续螺旋卷屑(长度50-100mm)
-
失效:熔融球状或粉尘
-
-
表面质量
-
白光干涉仪测粗糙度:Ra≤0.8μm
-
无熔瘤残留(200倍显微镜)
-
⚠️ 致命错误规避
-
水基冷却液腐蚀:
PC遇水分解 → 必须用无水冷却介质 -
转速陷阱:
POM在28000rpm以上摩擦自燃 → 严守:v_c < \frac{π \cdot D \cdot n_{max}}{1000} \leq 300m/min -
涂层剥落:
前处理不足导致涂层失效 → 流程:
碱洗→喷砂→离子清洗→涂层
终极法则:当加工中闻到甜腻气味(ABS)或烧蛋白味(尼龙),表明粘刀即将发生,立即执行冷风喷射+进给提升10%! 建议每加工30分钟用丙酮棉签擦拭刀具,检查有无熔敷物。
通过复合涂层、超声振动和相变冷却,可将粘刀率降低90%。对极端粘性材料(如PETG),推荐冷冻加工法:
1. 工件预冷至-40℃(干冰浸泡) 2. 刀具液氮内冷 3. 加工环境湿度≤30%