以下是针对铝材雕刻时主轴突然停转问题的故障分析与解决方案:铝材雕刻主轴突然停转的常见原因及处理1. 过载保护触发(铝材特性相关)原因:铝材粘刀导致切削阻力激增进给速度/切深过大超出主轴扭矩负荷刀具磨损严重或排屑不畅解决方案:✅ 降低切削深度(建议≤刀具直径的1/2)✅ 优化进给速度(铝加工推荐:6000-15000mm/min)……继续阅读 » artcam 1年前 (2025-06-03) 1978浏览 0评论0个赞
雕刻亚克力边缘崩裂是典型的 脆性材料应力集中 问题,需通过 材料选择、刀具优化、参数调整、工艺策略 四方面系统解决。以下是针对性方案:⚠️ 一、崩裂原因与特征分析原因物理机制崩裂特征刀具钝化刃口不锋利,挤压而非切割材料边缘呈锯齿状崩缺逆铣加工刀具旋转方向与进给相反,向上撬动材料局部大块崩裂切削参数错误低转速+……继续阅读 » artcam 1年前 (2025-06-01) 2213浏览 0评论0个赞
碳纤维板雕刻时刀具崩刃是典型 “硬脆材料+磨料磨损” 复合损伤所致,需从刀具选型、参数优化、工艺策略、设备改造四方面系统解决。以下是针对性方案:⚠️ 一、崩刃核心原因分析因素损伤机制崩刃特征刀具材质错误普通硬质合金硬度不足(HRA90),碳纤维中硅含量磨蚀刃口刃口呈锯齿状磨损刃型设计不当前角过小(<5°)或螺旋角<30……继续阅读 » artcam 1年前 (2025-06-01) 1573浏览 0评论0个赞
雕刻铝合金时频繁断刀是典型的 切削负载失控 问题,涉及 刀具、参数、设备、材料、冷却 五大环节的系统性失衡。以下是针对性的原因解析与解决方案,按优先级排序:⚠️ 一、断刀核心原因分析故障环节失效机制断刀特征切削参数错误进给过快或转速过低 → 刀具过载崩刃刀柄断裂,刃口大面积崩缺排屑不畅铝屑缠绕刀具 → 二次切削 → 扭……继续阅读 » artcam 1年前 (2025-06-01) 1921浏览 0评论0个赞
加工铝板时表面出现划痕是常见问题,主要源于 刀具、参数、设备刚性、冷却 四方面因素。以下是系统性分析与解决方案: 一、划痕产生原因与特征原因物理机制划痕特征刀具粘铝铝屑熔焊在刃口,二次切削划伤表面连续直线状沟痕主轴跳动过大刀具径向摆动撞击工件(>0.02mm)周期性波浪纹进给/转速错误高进给低转速 → 挤压撕……继续阅读 » artcam 1年前 (2025-05-30) 2007浏览 0评论0个赞
雕刻木材时毛刺多主要源于 刀具、参数、材料、设备刚性 四方面的不匹配。以下是系统性原因解析与解决方案,按优先级排序: 一、毛刺产生的核心原因1. 刀具问题(占比50%)问题类型具体表现解决措施刃口钝化切割时撕裂而非切断木纤维每加工4小时更换新刀(或检测刃口崩损≤0.05mm)刀具类型错误双刃刀排屑不畅导致摩擦生热换……继续阅读 » artcam 1年前 (2025-05-30) 2258浏览 0评论0个赞
针对亚克力雕刻边缘熔化(毛边、拉丝、烧焦)的问题,本质是 切削热积聚导致材料软化。以下是系统化解决方案,从参数优化到工艺升级全面覆盖: 一、核心原因分析因素影响机制熔化特征转速过低摩擦时间长,热量累积边缘透明胶状物堆积进给过慢刀具与材料持续摩擦升温切面发黄、拉丝明显刀具选择错误多刃刀具排屑不畅,碎屑摩擦熔化……继续阅读 » artcam 1年前 (2025-05-30) 2879浏览 0评论0个赞
脉冲信号不稳定会导致数控雕刻机出现丢步、位置偏移、电机异响等故障,本质是控制信号在传输中受到干扰或硬件异常。以下是系统性原因分析与解决方案:🔧 一、核心原因及解决方案1. 电气干扰(占比70%)干扰源特征解决方案变频器/主轴信号毛刺随主轴启停出现动力线套金属蛇皮管并接地,信号线使用双绞屏蔽线(如Belden ……继续阅读 » artcam 1年前 (2025-05-30) 1991浏览 0评论0个赞
并口(Parallel Port/LPT)通信失败通常由 硬件连接错误、驱动配置冲突、电磁干扰或系统设置不当 导致。以下是系统性排查与解决方案:🔧 一、核心原因与解决方案1. 硬件连接问题故障点检测方法解决措施并口线损坏更换备用线测试更换屏蔽型并口线(IEEE 1284标准)针脚弯曲/氧化目视检查接口……继续阅读 » artcam 1年前 (2025-05-29) 2120浏览 0评论0个赞
EMI干扰的终极解决方案电磁干扰(EMI)会导致信号失真、步进电机丢步、限位误触发等问题,严重时烧毁控制器。以下是分层抗干扰策略,从硬件到软件全覆盖:⚡ 一、EMI干扰路径与现象干扰类型特征频率典型表现主要源头传导干扰10kHz-1MHzUSB通信中断开关电源/变频器辐射干扰30MHz-1GHz步进电机无规律抖……继续阅读 » artcam 1年前 (2025-05-29) 1638浏览 0评论0个赞
电源功率不足导致雕刻机重启是典型的能量供给危机,会中断加工、损伤工件甚至烧毁驱动器。以下是系统性解决方案,涵盖功率计算、硬件升级、应急处理三层面:⚡ 一、电源危机的根本原因现象检测方法物理本质重载瞬间重启示波器抓取12V/24V跌落波形电源响应延迟>10ms,电压跌超15%空载正常,进给重启钳形表测电流峰值瞬时电流>……继续阅读 » artcam 1年前 (2025-05-28) 1427浏览 0评论0个赞
电机驱动器电流设置错误是导致步进电机过热、失步甚至驱动器烧毁的核心原因。以下是精准设置与优化的系统方案,包含计算、测量、调试全流程:⚡ 一、电流设置错误的危害设置偏差直接后果长期影响电流过大(>120%额定)电机线圈>80℃、驱动器过热保护绝缘老化加速(寿命缩短50%)、磁钢退磁电流过小(<80%额定)高速丢步、低速振……继续阅读 » artcam 1年前 (2025-05-28) 1517浏览 0评论0个赞
机械部件共振引发噪音的终极解决方案共振噪音(典型频率80-500Hz)不仅造成声污染,更会引发精度崩塌(振幅>0.1mm)、轴承提前失效。以下是系统性消振策略,从诊断到根治层层深入:一、共振根源定位表频率区间典型振源特征噪音危害等级80-150Hz电机底座刚性不足低沉“嗡嗡”声⚠️⚠️150-300Hz同步带横向……继续阅读 » artcam 1年前 (2025-05-28) 1709浏览 0评论0个赞
针对数控雕刻机Z轴仅能向下运动(无法上升)的问题,需从 信号传输、驱动器设置、机械阻力、软件参数 四个维度排查。以下是系统性解决方案: 一、核心原因与排查步骤1. 方向信号(DIR)异常故障表现:向上移动时驱动器未接收到有效方向信号。排查方法:测量DIR信号电压:向下移动:DIR信号应为低电平(0V);向上移动:DIR信号应为高电平(……继续阅读 » artcam 1年前 (2025-05-28) 1667浏览 0评论0个赞
数控雕刻机重复加工精度不足(如多次加工同一图形时出现位置偏差)通常由机械、电气或软件问题引起。以下是系统性排查与解决方案:一、核心原因分析故障类型具体表现影响精度范围机械传动间隙丝杠/螺母磨损、联轴器松动、导轨滑块间隙,导致反向运动时位置偏移。0.05~0.5mm电机丢步驱动器电流不足、脉冲信号丢失或干扰,造成累积误差……继续阅读 » artcam 1年前 (2025-05-27) 1812浏览 0评论0个赞
针对数控雕刻机加工后 材料表面不洁净(毛刺多、残留碎屑、烧焦痕迹等)的问题,以下是系统化的排查与解决方案:一、核心原因分析故障类型具体表现刀具问题刀具磨损、钝化,或类型不匹配(如用粗刀雕刻细节)。加工参数不当转速过高/低、进给速度过快、切深过大导致材料撕裂或熔化。材料特性不适配材料过软(如PVC易粘刀)、过硬(如金……继续阅读 » artcam 1年前 (2025-05-26) 1542浏览 0评论0个赞
雕刻机跳刀原因有哪些_雕刻机刀具跳动怎么办:加工过程中,如果刀具的中心和木工雕刻机主轴的旋转中心不一致就会引起刀具的径向跳动,也就是我们平时所说的刀具旋转不同心。进一步来理解一下就是刀具正常高速旋转应该是竖直的一条线,不同心的话就会成了一个锥形。这样一来加工精度和效果肯定有所下降,刀具也会容易断。那么该怎样来减少加工时刀具的径向跳动呢。首先我们要清楚刀具……继续阅读 » artcam 9年前 (2017-06-01) 7548浏览 0评论0个赞
雕刻机不按做好的路径加工_雕刻机不按设定线路雕刻:问题:墓碑文字排好了版做好了路径,但是开始加工的时候,石材雕刻机主轴却跑到了墓碑范围以外去雕刻,和软件里面设定的线路出现了差错。像这种问题是什么原因造成的呢?像这种问题首先要从软件上面找原因,比如在软件设定版面以外有文字或图案,我们在做刀路时没有去掉版面以外的内容,这样机器在进行雕刻的时候肯定也会跑到我们……继续阅读 » artcam 9年前 (2017-06-01) 6400浏览 0评论0个赞
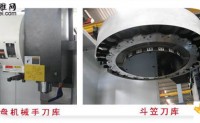
什么是加工中心_“加工中心”的概念及作用:加工中心是指备有刀库,具有自动换刀功能,对工件一次装夹后进行多工序加工的数控机床。加工中心是高度机电一体化的产品,工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具,自动对刀、自动改变主轴转速、进给量等,可连续完成钻、镗、铣、铰、攻丝等多种工序。因而大大减少了工件装夹时间,测量和机床调整等辅助工序时间,对加……继续阅读 » artcam 9年前 (2017-04-12) 6530浏览 0评论2个赞
雕刻机主轴变频器参数设置_什么是变频器:变频器介绍:变频器(Variable-frequency Drive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器主要由整流(交流变直流)、滤波、逆变(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成。变频器靠内部IGBT的开断来调整输出电源的电压……继续阅读 » artcam 10年前 (2017-03-22) 16394浏览 0评论3个赞